![]()
 全國服務熱線021-64162222
全國服務熱線021-64162222




 球閥知識
球閥知識 閥門首頁 > 閥門知識 > 球閥知識 >
閥門首頁 > 閥門知識 > 球閥知識 >
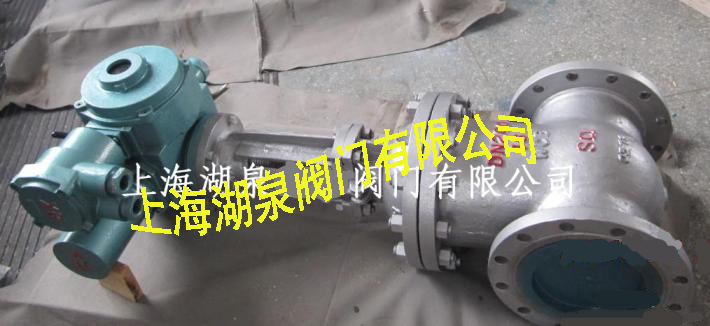
焊接電動球閥焊接技術處理
焊接球閥的焊接其實不同于普通的焊接技術,因為閥腔內有非金屬的密封材料橡膠和聚四氟乙烯塑料,不能進行在焊接后的熱處理。焊接球閥的厚壁多層的焊接過程是金屬材料多次反復的加熱和冷卻的過程,通常它的焊接接頭都是設計成窄間隙厚壁埋弧焊,還有的使用全焊接的閥體多數是那種超大的厚度筒狀的焊接接頭。因此閥體焊接接頭的根部縫隙的應力集中,殘留應力,組織劣質化成為閥體結構中的薄弱環節,目前的兩種處理方式是: 1。是熱處理技術處理;2。是接頭處處理;這兩種處理方式將產生幾倍于正常工作應力的應力集中,同樣使廠家工程師們難于處理。
由此可見,如何解決焊接球閥閥體焊接接頭的根部縫隙的應力集中,殘留應力,組織劣質化成為閥門焊接的最大問題,泉城牌全焊接球閥廠家在此給大家把閥體焊接工藝技術要點匯總如下,希望能夠幫到想了解球閥焊接技術的各位朋友!
現將該閥體的焊接工藝介紹如下。
1、閥體的技術要求
(1)縫焊接完后閥體無變形,包括上下軸口法蘭(45鋼)。
(2)閥體的受熱面積不能過寬且溫度不能過高,否則會破壞閥體內的密封裝置。
(3)不能出現焊瘤。
(4)保證受壓在10MPa以上。
2、焊縫結構
根據以上技術要求,確定該焊縫為不焊透焊縫。因此要求焊縫的對接形式既能保證裝配又能保證不焊透。經過試驗,最后確定焊縫形式。
3、閥體的材料
因為該閥體為ZG15Ⅱ,故在加工前對閥體的化學成分進行了化驗,化驗結果與鑄造時的化驗結果一致,符合設計要求。
4、裝配
利用油壓機改裝翻轉胎定位,并在周圍兩半部分用螺栓緊固,調整進行密封性試驗,球體外部與閥體間達到設計要求。
5、焊接工藝
考慮到閥體的技術要求,最終選擇了MAG的CO2焊機。
焊接材料選用ER50-6(Ø1.0)焊絲。
根據焊接材料的等強度原則,所選ER50-6(Ø1.0)焊絲滿足于ZG15Ⅱ的要求。
保護氣體采用82%Ar+18%CO2混合氣體。
5.1定位焊
由于鑄鋼與45鋼的淬硬傾向嚴重,故在定位焊前需對其進行預熱,采用氧-乙炔焰對焊縫兩側各2倍于板厚的范圍內均勻加熱至75~100℃(偏向45鋼側),以不影響密封裝置為準,用遠紅外線測溫儀測量。
在焊接前將焊縫兩側表面20mm范圍內的氧化皮及銹蝕用角向磨光機打磨出金屬光澤。
在焊縫兩側距邊緣50mm處打定位點6處,并用卡尺測量其兩點間的距離,以便測量其收縮量。
5.2封底焊
因考慮到ZG15Ⅱ材料的剛性大、塑性差的特點,故在選擇焊接規范上應采取小的焊接參數,即小的焊接熱輸入。在保證焊縫質量的前提下,盡量提高焊接速度,減少熔合比,在變形方面采取多層多道分6段對稱施焊的方法;注意每焊一層用卡尺測量定位點,對收縮量進行控制,直至焊完。除第一道和最后一道以外,其它各道之間采用錘擊方法進行消除應力處理。
6、最后一步
完成焊接后,通過打壓試驗(氣密)焊口無漏,密封面滿足技術要求后,經過X射線探傷,焊縫本身無氣孔、夾渣、未熔合、裂紋等焊接缺陷,閥芯旋轉滿足技術要求。
上一篇:不銹鋼電動球閥的安裝時的細節 / 下一篇:電動球閥結構特性
 閥門資訊
閥門資訊 電動閘閥中英合資的品牌生產廠家
電動閘閥中英合資的品牌生產廠家








 滬公網安備 31011402005796號
滬公網安備 31011402005796號
 走進湖泉
走進湖泉